欢迎访问河北春风银星胶辊股份有限公司!



 当前位置:
当前位置: 产品分类


产品详情

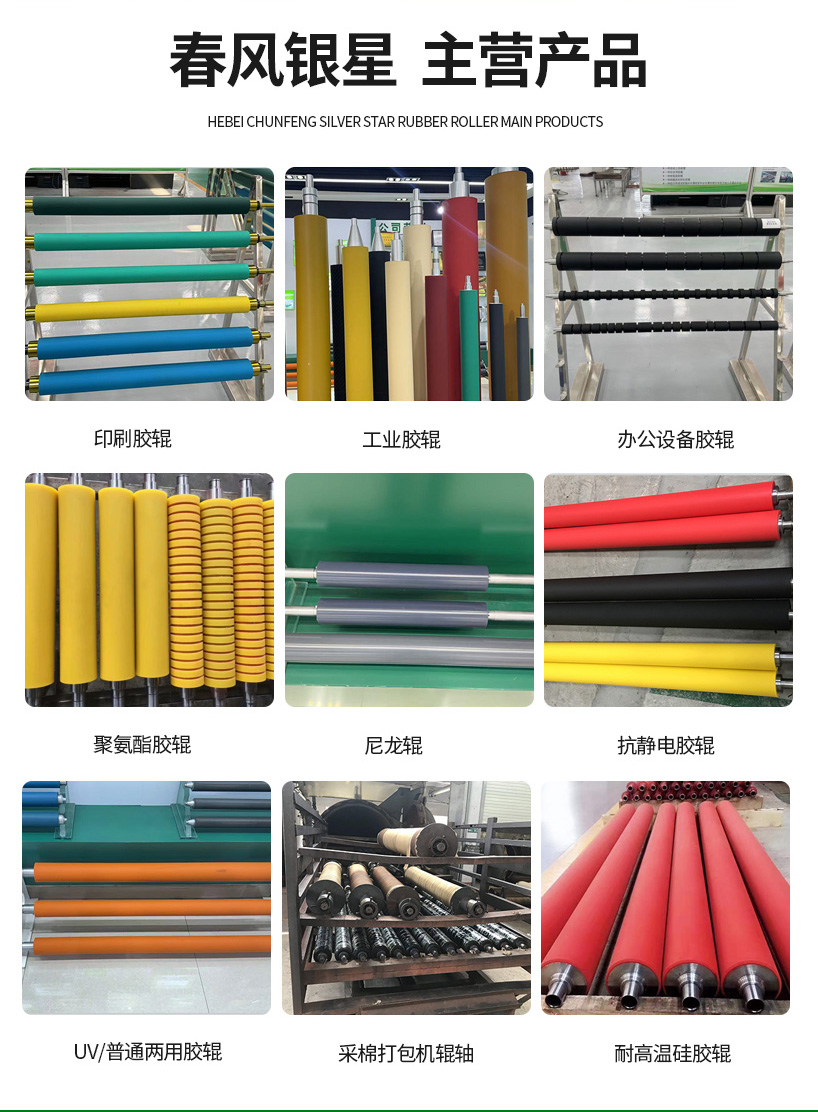

钢铁线胶辊是在钢铁生产线上用于输送、导向、轧制等工艺的胶辊。以下是其制造工艺相关内容:
钢芯制备
选材:通常选用优良碳素结构钢,如45钢,或根据具体使用要求选择合金钢。所选钢材需具备良好的强度、韧性和加工性能,以承受胶辊在钢铁生产线上的工作负荷。
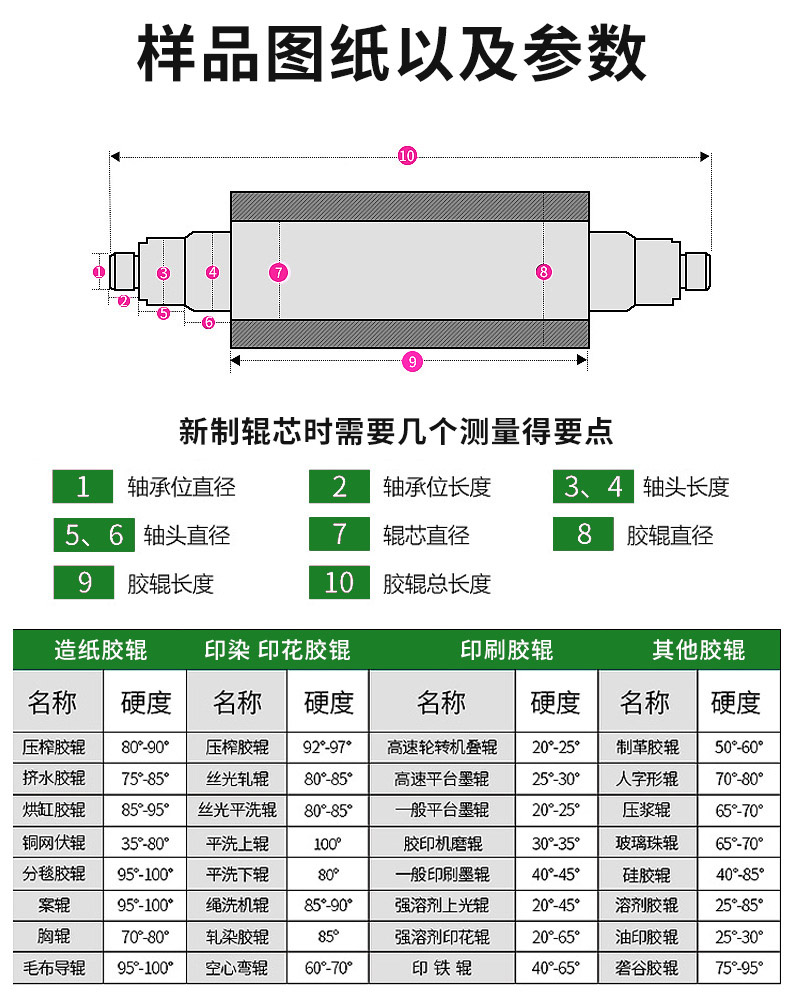
加工:首先将钢材切割成合适的长度,然后通过车削加工,保护钢芯的外径、圆柱度等尺寸精度,一般圆柱度误差控制在±0.05mm以内。接着进行磨削加工,使钢芯表面粗糙度达到Ra0.8-Ra1.6μm,以利于后续胶层的粘结。
表面处理:对钢芯表面进行除锈、除油处理,可采用酸洗、碱洗等方法。然后进行喷砂处理,使钢芯表面形成确定的粗糙度,增加胶层与钢芯的结合力。之后根据需要,可对钢芯表面进行镀铜或镀锌处理,进一步提高粘结效果。
胶料选择与制备
胶料选择:根据钢铁线胶辊的工作环境,一般选用丁腈橡胶(NBR)、氯丁橡胶(CR)或聚氨酯橡胶(PU)等。例如,在需要耐油性能的场合,丁腈橡胶是常用的选择;对于要求和抗撕裂性能的胶辊,聚氨酯橡胶比较合适。
多个地区设计:根据胶辊的具体性能要求,设计胶料多个地区。以丁腈橡胶为例,通常包括丁腈橡胶生胶、硫化剂(如硫磺)、推进剂(如CZ、DM等)、防老剂(如4010NA)、填充剂(如炭黑、碳酸钙)等。通过调整各组分的比例,可使胶料满足不同的硬度、弹性、性能等性能指标。
混炼:将选好的橡胶原料和配合剂加入到密炼机或开炼机中进行混炼。混炼过程中要严格控制温度、时间和加料顺序。一般混炼温度在150-160℃,混炼时间为10-15分钟。混炼后的胶料应质地均匀,无明显的胶块或配合剂团聚现象。
包胶工艺
贴胶:将混炼好的胶料通过压延机压制成确定厚度和宽度的胶片,胶片厚度根据胶辊的使用要求而定,一般在5-20mm之间。然后将胶片按照确定的方式缠绕在钢芯上,确认胶片与钢芯紧密贴合,无气泡或褶皱。对于大型胶辊,可能需要采用多层贴胶的方式来达到所需的胶层厚度。
硫化:贴胶完成后,将胶辊放入硫化罐中进行硫化。硫化温度、压力和时间是关键参数。以丁腈橡胶为例,硫化温度一般在160-170℃,硫化压力为1.5-2.0MPa,硫化时间根据胶层厚度和胶辊尺寸而定,通常为2-4小时。硫化过程中要确认温度和压力的均匀性,以保护胶层硫化质量的一致性。
加工与装配
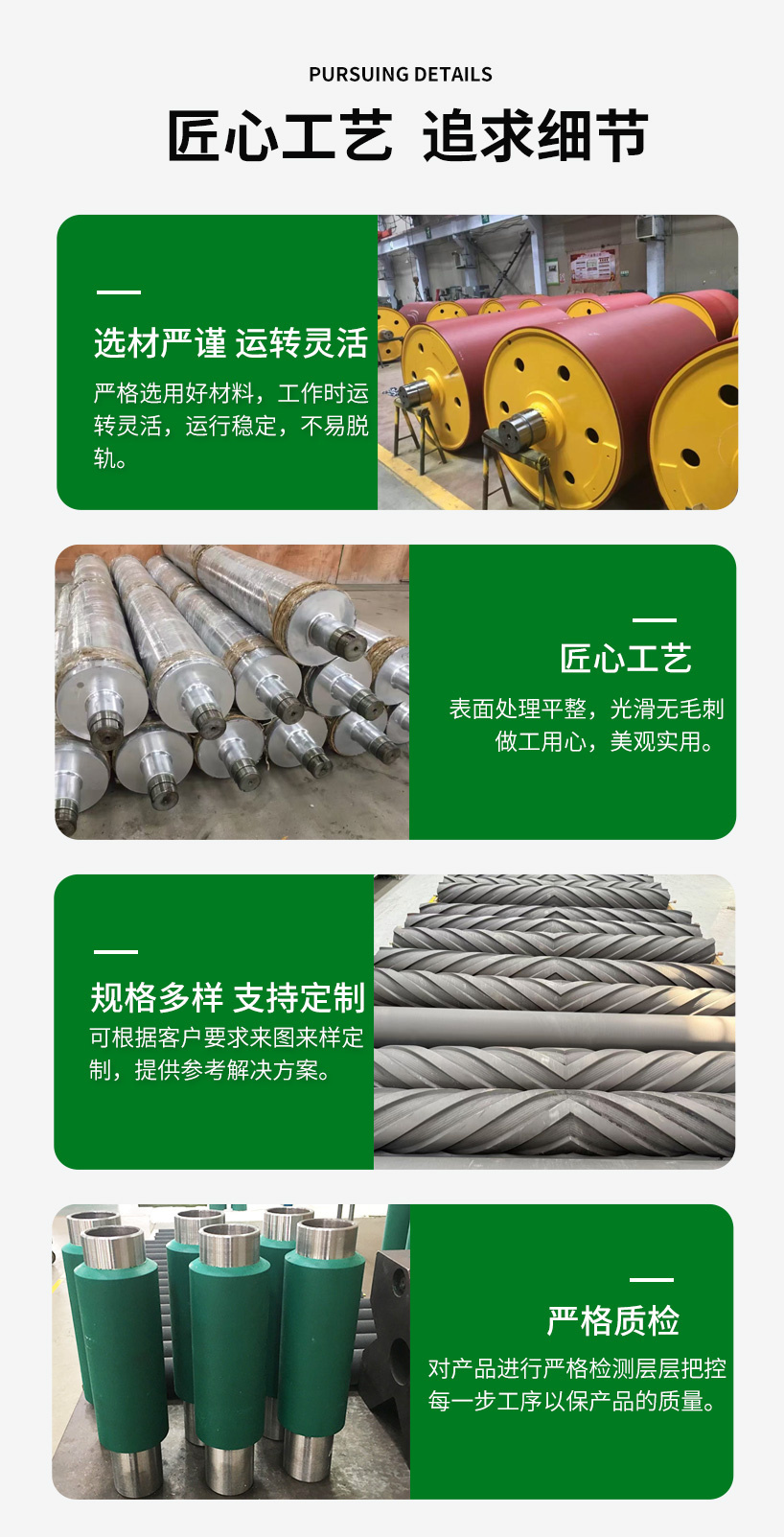
车削加工:硫化后的胶辊需要进行车削加工,以达到规定的外径尺寸和表面精度。车削时要控制好切削速度、进给量和切削尺度,避免胶层出现刀痕或撕裂现象。一般胶辊外径尺寸公差控制在±0.1mm以内,表面粗糙度达到Ra3.2-Ra6.3μm。
磨削加工:车削后的胶辊再进行磨削加工,进一步提高胶辊的表面精度和圆柱度。磨削后的胶辊表面粗糙度可达到Ra0.8-Ra1.6μm,圆柱度误差控制在±0.02mm以内。
装配:将加工好的胶辊与轴、轴承等零部件进行装配。装配过程中要保护胶辊与轴的同轴度,一般同轴度误差控制在±0.05mm以内。同时,要确认轴承安装牢固,转动灵活,以保护胶辊在使用过程中的稳定性和优良性。



关注我们

Copyright © 2025-2026 http://www.cfyxjiaogun.com. All Rights Reserved 河北春风银星胶辊股份有限公司版权所有